Sculpteo guide reveals tests to improve pull-out strength of 3D-printed threaded inserts
Sculpteo published an in-depth guide with experimental tests showing how insert geometry and part design affect pull-out strength of metal threaded inserts in 3D-printed parts.
Sculpteo has published an in-depth guide and test results aimed at improving the pull-out resistance of metal threaded inserts in 3D-printed parts. The guide documents experimental testing across variables including insert diameter, insert length, insert surface geometry, and wall thickness, and reports practical takeaways designers can use when planning threaded joints in additive parts.
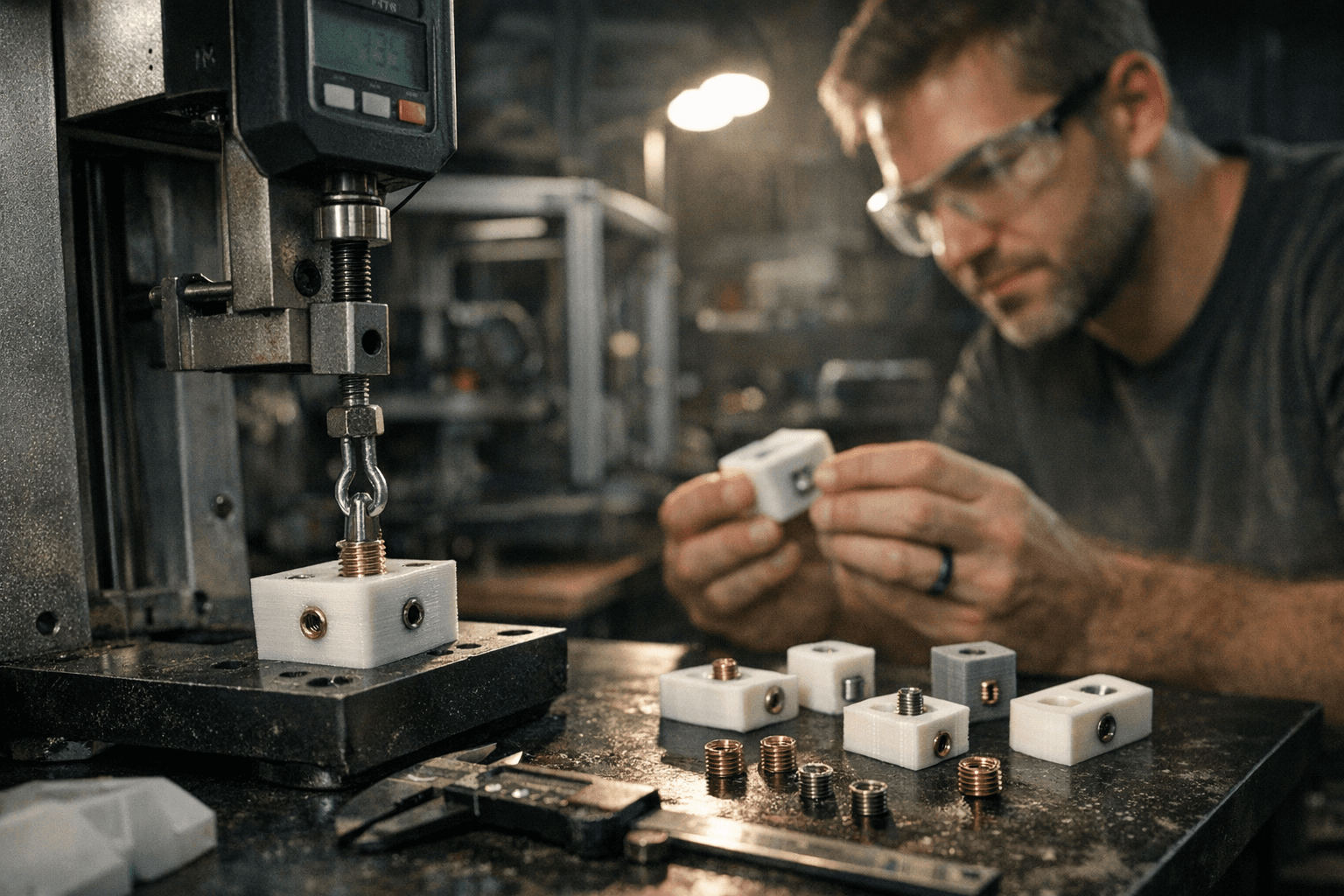
The guide lays out the basics of insert installation and why retention can be tricky. Using inserts is relatively straightforward: heat a metal insert, and then slowly press it into the part at the desired location. The heat softens the plastic, which then allows the insert to proceed inside the part. When the part and material cool, the insert is then fixed into the part. Sculpteo notes that practical complications go beyond simply pushing the insert straight, and that retention depends on a combination of design and material factors.
Sculpteo ran experimental tests measuring pull-out resistance across a number of combinations of diameter, length, surface geometry, and wall thickness using commercial testing gear. The tests were designed to show which scenarios offer the best pull-out resistance under controlled conditions. The guide highlights three headline findings: "Increasing diameter increases strength", "Longer inserts are stronger", and "Wall thickness is essential". In addition, Sculpteo provides six recommended steps designers should take when considering metal inserts for 3D-printed parts; the full wording and step-by-step guidance appear in the guide itself.
The guide sits alongside Sculpteo’s broader materials and production guidance. For example, Sculpteo describes Ultrasint® PA11 CF as a carbon-fiber-reinforced 3D printing material with a Young’s modulus of 4500 MPa, suitable where rigidity is needed and sometimes a viable option for metal parts replacement. Sculpteo’s published materials data come with a company disclaimer that values are provided as guidance only and that guarantees are explicitly denied; the materials document is marked as updated Nov 2021.
The practical value is immediate: when design space allows, increase insert diameter and length and preserve adequate wall thickness to improve retention. The guide’s test-based approach gives designers data-driven justification for those choices, and Sculpteo’s six-step recommendations aim to translate test results into CAD and manufacturing rules. Missing from the published excerpts are specific numeric pull-out forces, sample sizes, test rig details, and the explicit six-step checklist; those details are in the full guide and are essential for engineers who need exact design thresholds.
What this means for your printer bench: prioritize geometry as much as material when you plan threaded joints. Use larger, longer inserts where you can, and keep walls thick enough to carry the load. Consult Sculpteo’s full guide for the six-step workflow and the experimental tables before finalizing designs, and expect better, more repeatable insert performance when you combine those rules with appropriate material choice and insertion technique.
This article was produced by Prism’s automated news system from verified source data, official records, and press releases, then run through automated quality and moderation checks before publishing. The system is built and supervised by the people who set the standards it runs under. Read our full AI policy.
Did this article answer your question?