Wave toolpaths cut FDM support use and sagging by 66 percent
Wave-based toolpaths let FDM printers trace 90-degree overhangs without supports, cutting sagging by 66 percent and support use by 39 percent in testing.
Support removal is one of those FDM chores that always costs more than it looks like it should. The new wave-inspired path-planning work from the University of Twente aims straight at that pain point, using toolpaths shaped by wave propagation to print difficult overhangs with far less scaffolding and a lot less cleanup.
How wave toolpaths change the problem
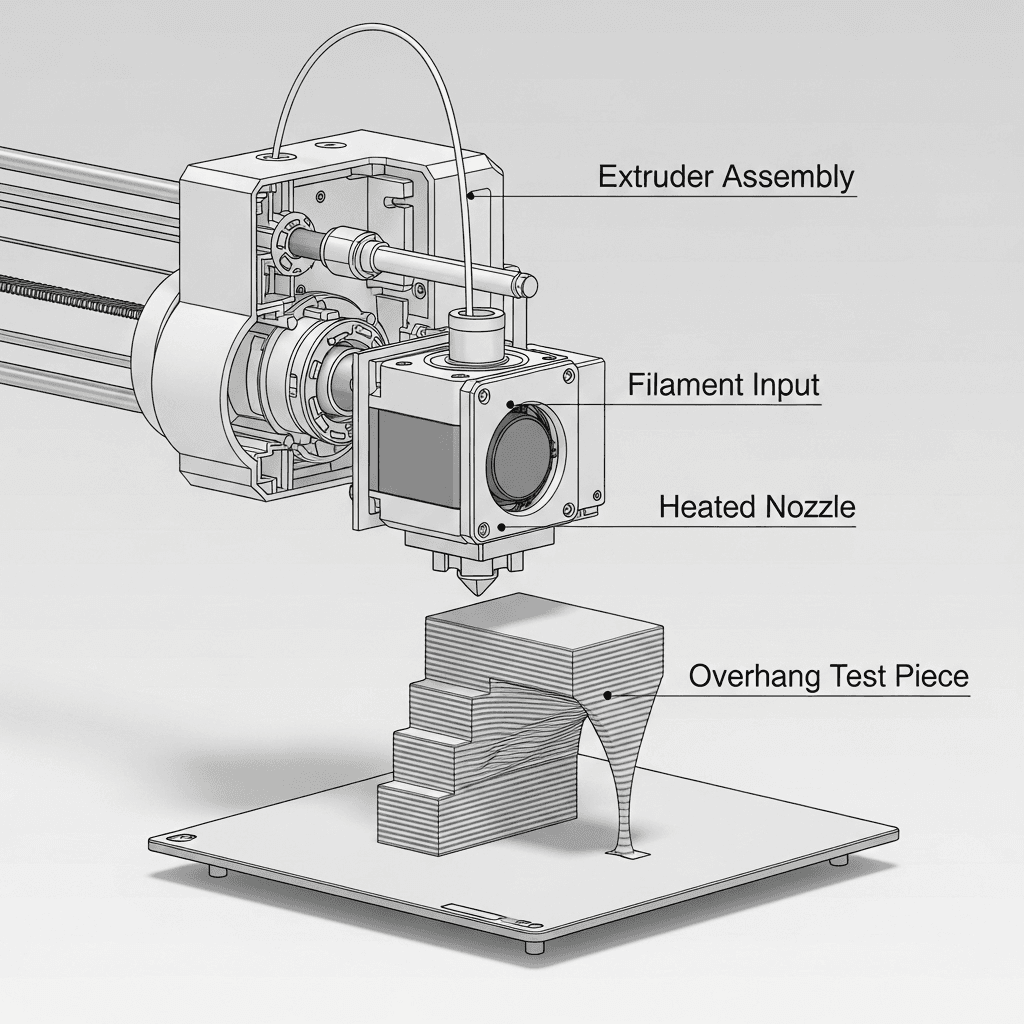
The paper, “Wave-inspired path-planning strategy for support-free horizontal overhangs in FDM,” comes from Janis Andersons, Salomé Sanchez, and Tom Vaneker. Their idea is simple to describe even if the math behind it is not: instead of laying down extrusion lines in the usual straight or arc-style pattern, the slicer generates paths that follow a recursive wave pattern through the overhang region. That lets the printer build a 90-degree horizontal overhang without relying on support material under the feature.
That matters because support is never just extra plastic. It slows the job down, creates more failure points, and leaves scars when it comes off. For anyone who has cleaned up the underside of a bridge, a ledge, or a cosplay part with a visible face, the appeal is obvious: if the path planner can do the work of the scaffold, you get more usable surface and less post-processing.
Where the numbers actually land
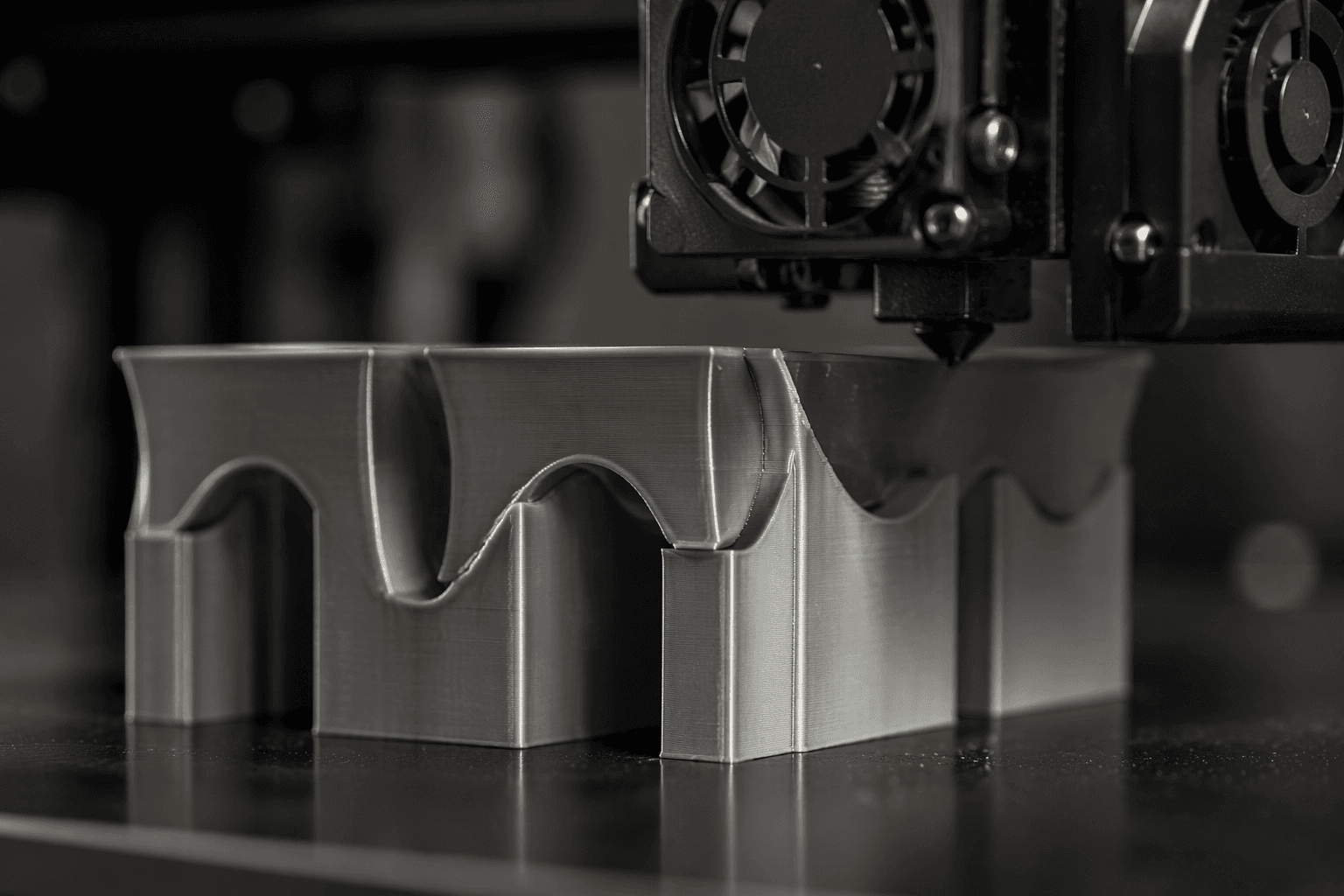
The headline result is strong enough to get attention, but it needs context. In the demonstrator part, the wave approach cut sagging by as much as 66 percent and reduced material use by 39 percent compared with arc-style toolpaths. The team also reported dimensional deviations that were comparable to conventionally supported parts for the geometry they tested.
That is the key distinction for makers and slicer tinkerers: this is not a vague promise that “supports are gone now.” It is a specific geometry-aware strategy that improved a real overhang test on a regular open-frame printer using standard PLA. The researchers also printed four additional geometries representing common industrial overhang configurations, which suggests they were trying to see how far the method can travel beyond a single showcase part.
Why hobbyists should care about the use cases first
The best way to judge this kind of result is to ask where it changes actual print strategy. Functional brackets are an obvious candidate, because support scars on load-bearing parts can be annoying enough to matter but hidden enough to get overlooked until assembly. Cosplay parts are another, especially when the underside of a helmet lip, armor flange, or decorative ledge needs to look clean enough to skip sanding.
Large overhangs are where the method could become genuinely practical. If a slicer can generate a wave-based path that keeps a cantilevered section stable, you may be able to choose support-free printing for parts where support removal is normally more trouble than it is worth. That does not eliminate supports across FDM; it suggests a new default for specific overhang-heavy regions where the cost of cleanup outweighs the benefit of brute-force scaffolding.
What the test setup tells you, and what it does not
The printer setup matters here. The work was done with standard PLA on a regular open-frame 3D printer, which makes the result feel much more relevant to desktop users than a highly tuned lab-only machine. At the same time, the team did observe some thermal warping near overhang edges, which is a reminder that bending the path planner around physics does not make heat disappear.
That tradeoff is important. A wave path may reduce sagging and support use, but it still has to play nicely with cooling, adhesion, and part geometry. If the overhang edge is running hot or the part is too delicate, the strategy could still need tuning before it becomes a safe preset instead of an experimental option.
What has to happen before this becomes a slicer feature you can trust
The big promise here is software, not hardware. The broader implication of the research is that support-free printing may be partly a planning problem, not an absolute limitation of the standard three-axis model. In plain terms, the printer does not necessarily need a new nozzle, belt system, or exotic filament to do better on these features. It needs smarter paths.
For slicer users to benefit in a meaningful way, a few things have to line up:
- The algorithm has to recognize which overhangs are good candidates for wave-based paths.
- The toolpath generator has to stay stable across more geometries than the demo parts.
- Cooling and warping behavior need to be controlled well enough that the gain in support removal does not create a new surface defect somewhere else.
- The workflow has to become easy enough that support-free overhang mode is a choice, not a research project.
That last point is already starting to show up in the community. WaveOverhangs, a community slicer fork, describes the method as a slicing algorithm for printing 90-degree overhangs without support material, and the approach has been ported into forks tied to OrcaSlicer and PrusaSlicer. That is the kind of transition that usually decides whether a research result stays interesting or starts changing benches.
The bigger shift for desktop FDM
This paper fits a wider pattern in extrusion printing: print quality, build time, and material use often live or die on slicing strategy. That is why a wave-based path planner is more than a clever geometry trick. It points to a future where slicers do more of the structural thinking up front, and where support-free printing becomes a targeted mode for the parts that are most annoying to finish.
That is the practical breakthrough hiding inside the 66 percent sagging number. If the software can keep turning support-heavy overhangs into printable toolpaths, the result is not just cleaner undersides. It is less wasted plastic, less bench time, and more parts you actually want to print on a desktop machine.
This article was produced by Prism’s automated news system from verified source data, official records, and press releases, then run through automated quality and moderation checks before publishing. The system is built and supervised by the people who set the standards it runs under. Read our full AI policy.
Did this article answer your question?