When PLA Is Not Enough, Choosing Engineering Filaments for Real-World Parts
PLA fails when heat, UV, or load become real. Match the filament to the failure mode, not the hype, and you will buy the right strength the first time.
Start with the job, not the spool
The cleanest way to move beyond PLA is to ask one question: what will make this part fail in the real world? If the answer is sustained heat above 70°C, prolonged UV exposure, aggressive chemicals, or a load that needs nylon-class toughness, then engineering filaments start making sense. That frame keeps you from buying a harder-to-print material just because it sounds more serious.
That matters for everyday parts that do real work: brackets, mounts, enclosures, workshop jigs, functional cosplay pieces, and accessories that sit in sun, vibration, or abrasion. The point is not to chase prestige. The point is to choose the least demanding material that still survives the job.
PETG and PCTG: the first serious step up
PETG is where many PLA users should land first. It prints on a standard FDM machine with a heated bed, which is a practical threshold because a lot of hobby machines already have that setup. MatWeb lists PETG copolyester with an average deflection temperature at 0.46 MPa of 73.4°C and an average tensile strength of 44.8 MPa, while a Clariant datasheet places a PETG grade at a 73.4°C deflection temperature under the same test basis. That puts PETG in the useful middle ground for parts that need more heat tolerance and toughness than PLA without demanding a whole new printer.
PCTG sits very close to PETG, but with a useful twist. A Prusa forum discussion describes it as tougher, more impact-resistant, more chemically resistant, and lower in moisture absorption than PETG, while remaining similarly easy to print. That makes PCTG a smart choice for parts that will take knocks or see moisture, but it is not automatically the outdoor answer, because the same discussion notes that PCTG is less UV resistant than ASA. If the part lives near sunlight, that detail matters.
ABS and ASA: when you need enclosure-ready materials
Once a part has to cope with more heat, more warp-prone geometry, or a more demanding environment, the conversation shifts from “can I print this on my open machine?” to “do I have the chamber control to make this reliable?” The guide’s hardware ladder makes that clear by moving ABS, ASA, nylon, and PC into the zone where enclosed and temperature-controlled systems become increasingly important.
ABS still has a place for functional workshop parts and internal components, especially when you can manage the enclosure side of the equation. ASA enters the discussion when outdoor exposure becomes the deciding factor, since the PCTG note explicitly contrasts it with ASA on UV resistance. In practice, that means the choice is less about branding and more about whether the part will live outside, in a hot enclosure, or in a place where thermal stability and surface survival matter more than print convenience.
Nylon: for abrasion, flexibility, and real mechanical abuse
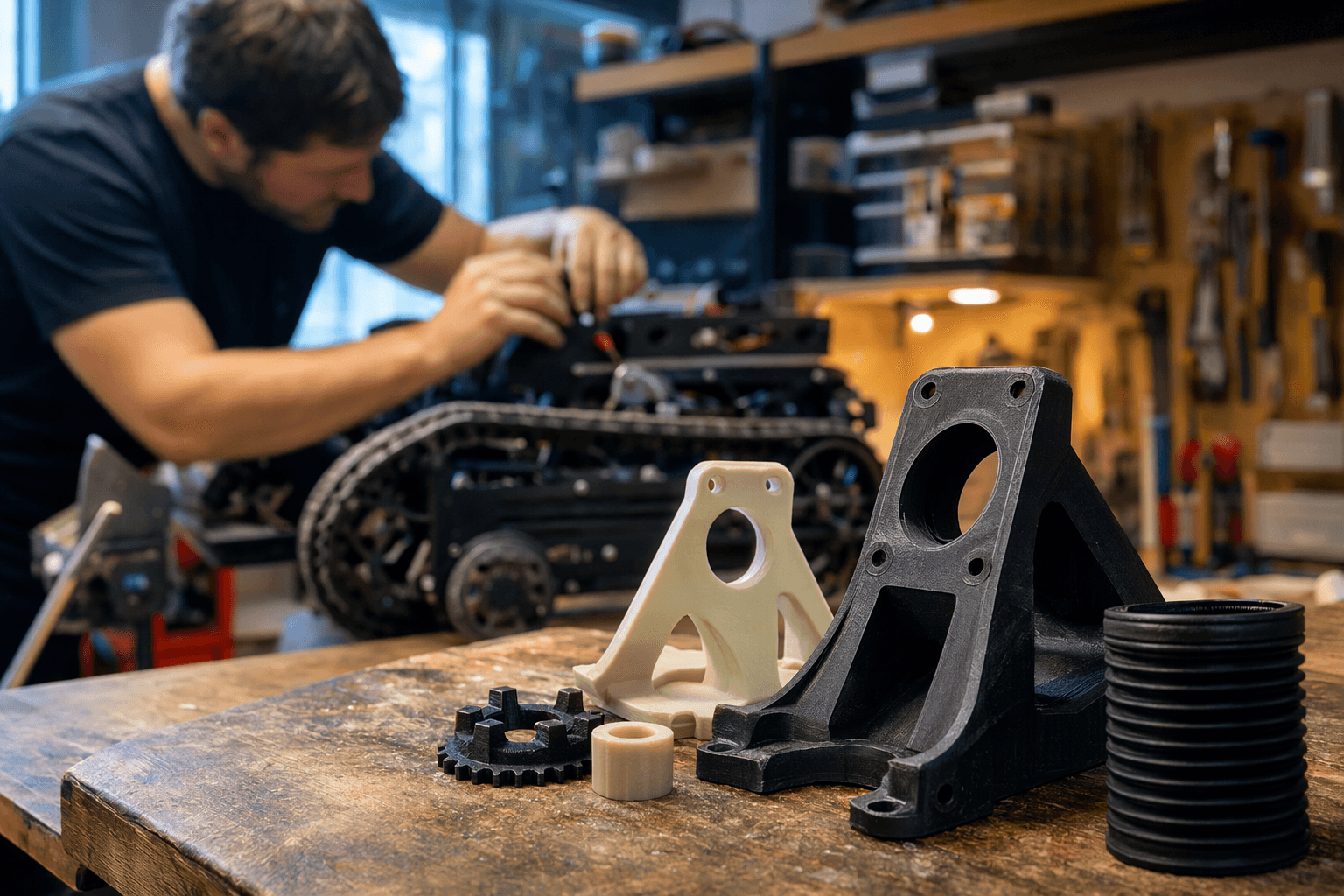
Nylon is the material you reach for when toughness is not just a marketing word but the actual design requirement. Formlabs points out that nylon’s first commercial use came in toothbrushes in 1938, and that its first big public splash arrived at the 1939 World’s Fair as women’s stockings. That history is useful because it shows why nylon caught on in the first place: durability, elasticity, and abrasion resistance.
Those same traits are why nylon became attractive in aerospace, automotive, and consumer goods, where parts have to flex, wear, and keep working. For a maker, that translates to gears, clips, snap features, moving joints, and load-bearing parts that would chew through PLA or feel brittle in PETG. Nylon is not the first upgrade for general-purpose brackets, but when a part needs to survive repeated stress and rubbing, it becomes a very practical choice.
Polycarbonate: the hard-mode option with clear purpose
Polycarbonate sits near the top of the guide for a reason. Prusa’s material guide calls PC a technical material with great tenacity, tensile strength, and heat resistance, but also says it is very hard to print. That combination makes it valuable when the part absolutely has to take heat and stress, but it also means PC is not the default answer for every stronger-than-PLA project.
This is the material tier for users who already know the part’s failure mode is heat plus load, and who have the printer setup to match. If the job needs an enclosure part, a high-temperature fixture, or a component that would deform in lower-grade plastics, PC earns its place. If not, the extra printing difficulty is often wasted effort.
Match the filament to the hardware you already have
The easiest way to overspend is to buy a filament before buying into the conditions it needs. A heated bed is enough to make PETG and often PCTG useful. Once you move into ABS, ASA, nylon, and PC, the guide’s hardware ladder points toward enclosed, temperature-controlled systems and more robust extrusion hardware. That is the buying logic that saves money: only move up when the part’s environment forces you there.
UltiMaker’s current S-series compatibility page shows how broad the engineering-material lane has become, listing PETG, ABS, Nylon, PP, PC, and TPU 95A among supported material types. Its materials pages also emphasize that its manufacturing-grade filaments are extensively tested for reliability and measurably accurate parts. That is a good reminder that the market has matured, but it also reinforces the guide’s core point: broad compatibility does not erase the need to match the material to the job.
Keep flexible filaments in their own lane, too. A separate flexible-filaments guide makes sense because TPU and similar materials solve different failure modes than heat-stiff engineering plastics. The cleanest decision tree is still the simplest one: start with PLA, move to PETG or PCTG when you need a practical step up, then choose ABS, ASA, nylon, or PC only when the part’s heat, impact, chemical exposure, or wear profile truly demands it.
The smartest upgrade from PLA is not the toughest filament on the shelf. It is the one that survives the exact abuse your part will see, with the least printer complexity required to get there.
This article was produced by Prism’s automated news system from verified source data, official records, and press releases, then run through automated quality and moderation checks before publishing. The system is built and supervised by the people who set the standards it runs under. Read our full AI policy.
Did this article answer your question?