Fusion enzyme boosts polyester textile recycling, study finds
Researchers doubled usable PET breakdown products using a fusion enzyme, bringing industrial-scale chemical recycling of polyester textiles closer to reality.

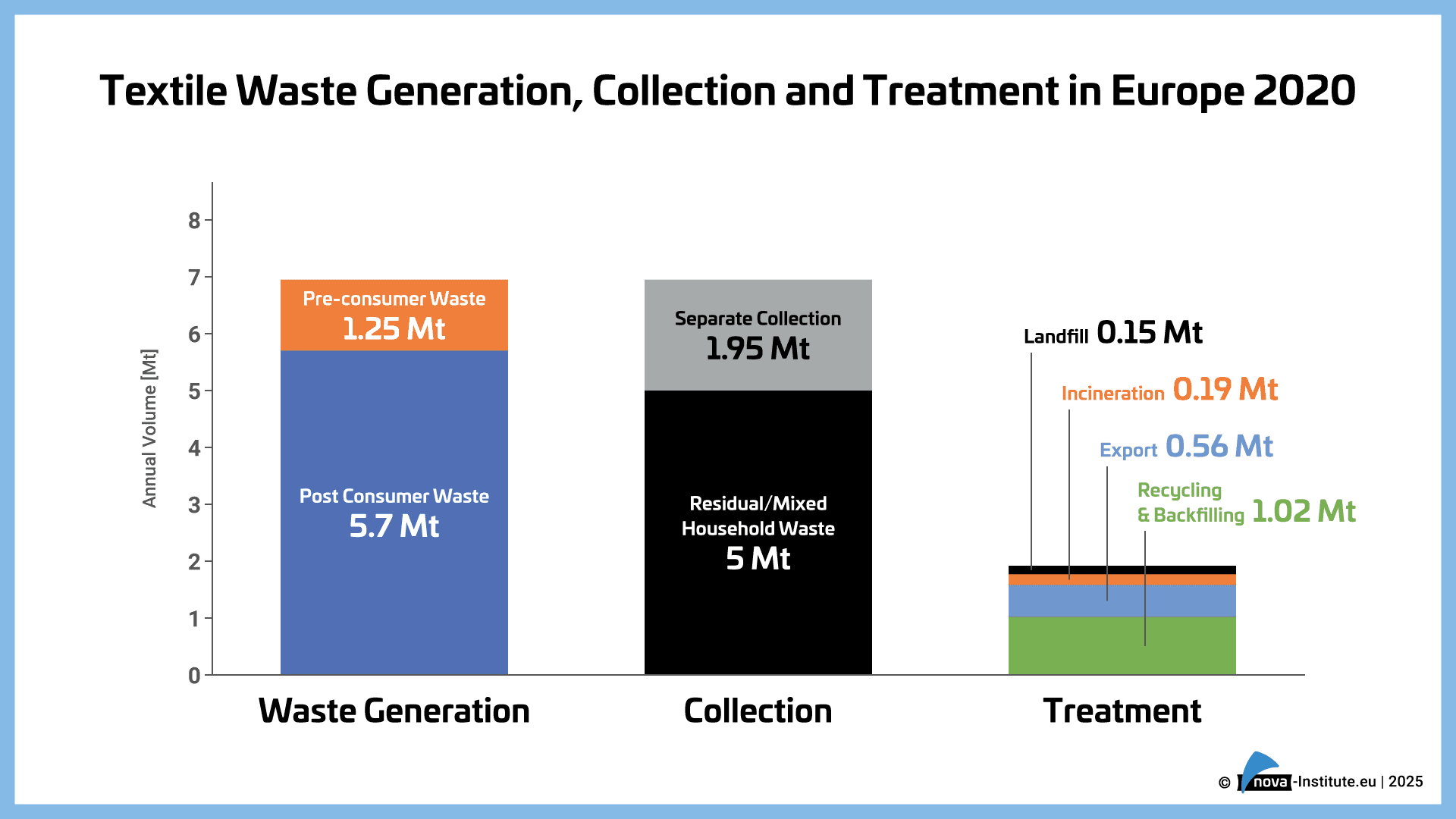
Less than 0.5% of postconsumer textile waste is ever truly recycled. Scientists from the Universities of Portsmouth and Manchester just made that number harder to accept as inevitable. Their study, published in the journal Bioresource Technology, demonstrated that a specially engineered "fusion" enzyme doubled the usable chemical breakdown products extracted from a pre-consumer polyester textile under conditions designed to simulate actual industrial processing: high plastic concentrations, controlled pH, and controlled temperature. This is not a lab curiosity run on a thin film of plastic in a Petri dish. It was tested at solids loadings that mirror what a real recycling facility would handle.
The enzyme itself is an architectural argument. Researchers fused two components: a heat-tolerant cutinase, a natural enzyme that normally breaks down cutin, the waxy polyester coating on plant surfaces, and a plastic-binding module engineered to grip PET more tightly. The pairing was deliberate: both components were matched to operate at the same temperature window and target the same plastic surface structure. The goal was an enzyme that could stick to PET at scale and keep breaking it down without losing efficiency under realistic industrial stress.
The result held, but with a condition that defines everything. The fusion enzyme's most dramatic gain, that doubling of usable breakdown products, appeared only in a pre-consumer textile that had been pretreated to reduce its crystallinity and ground to a fine powder. When the team tested the enzyme against highly crystalline PET, the tightly packed molecular structure that manufacturing creates in polyester fibers, the stronger grip did not translate into faster deconstruction. The enzyme attached. The plastic resisted.
That distinction matters for anyone following the "chemically recycled polyester" label appearing on hang tags. Here is what the three main approaches actually deliver:
| Method | Feedstock Flexibility | Output Quality | Scale Status | Core Limitation |
|---|---|---|---|---|
| Mechanical recycling | Low: pure PET only | Degrades each cycle | Commercial | Cannot handle blends, dyes, or additives; fiber weakens with each pass |
| Conventional chemical (glycolysis, methanolysis) | Moderate | Virgin-equivalent monomers | Emerging pilot | Energy-intensive, harsh reagents, high cost per kg |
| Enzymatic baseline | Low-moderate | Virgin-equivalent monomers | Lab/pilot | Low activity on crystalline PET; dilute concentrations only |
| Fusion enzyme (Portsmouth/Manchester) | Low-moderate | Virgin-equivalent monomers | Lab | Requires amorphous feedstock plus grinding pretreatment; mixed-fiber streams unsolved |
The honest blockers to scale are structural. The vast majority of consumer polyester garments are blended: polyester stitched with cotton, elastane, or nylon in proportions that shift by brand and season. Enzymatic processes cannot yet cleanly separate those combinations before or during depolymerization. Dyes and finishing chemicals, which saturate most commercial textiles, can inhibit enzyme activity entirely, and their effects on specific enzyme variants remain incompletely mapped. Sorting infrastructure globally cannot yet deliver the clean, fiber-specific streams that enzymatic recycling demands. And the energy cost of grinding feedstock and reducing crystallinity before the enzyme starts work erodes the process's environmental advantage over conventional chemical routes. Cost per kilogram of recovered monomer remains higher than virgin PET production at any meaningful volume.
What the Portsmouth and Manchester research confirmed is the right technical principle: matching enzyme architecture to the specific physical structure of the feedstock, rather than deploying a generalist enzyme against whatever arrives, produces measurably better results. That design logic is where the next gains will come from.
Until scale arrives, the burden shifts to brands. Three things a label claiming "chemically recycled polyester" should be able to prove: a named industrial pilot partner, not a research memorandum or a consortium membership without a facility address; a traceable mass-balance disclosure that accounts for precisely how much recycled monomer entered the fiber, not merely how much recycled feedstock entered the building; and a functioning take-back or drop-off channel for the finished garment, because a brand selling chemically recycled content with no collection system for what comes next has closed a loop that was never actually circular.
The science moved in March 2026. The gap between a doubled enzyme yield in a university bioreactor and a polyester jacket with a verifiable end-of-life pathway is still the hardest design problem the industry has not solved.
This article was produced by Prism’s automated news system from verified source data, official records, and press releases, then run through automated quality and moderation checks before publishing. The system is built and supervised by the people who set the standards it runs under. Read our full AI policy.
Did this article answer your question?