New Ceramic 3D Printing Technique Eliminates Support Structures Using Near-Infrared Light
A Jiangnan University team printed ceramic torsion springs and cantilevers without a single support structure, using near-infrared light to cure alumina slurry mid-air during extrusion.
If you've ever tried printing a ceramic part with a low-angle overhang, you already know the support problem: add scaffolding to keep the geometry from collapsing, then spend the back half of your session trying to remove it from a fragile green body without cracking the part before it ever reaches the kiln. A team at Jiangnan University in Wuxi, China found a way to skip all of that.
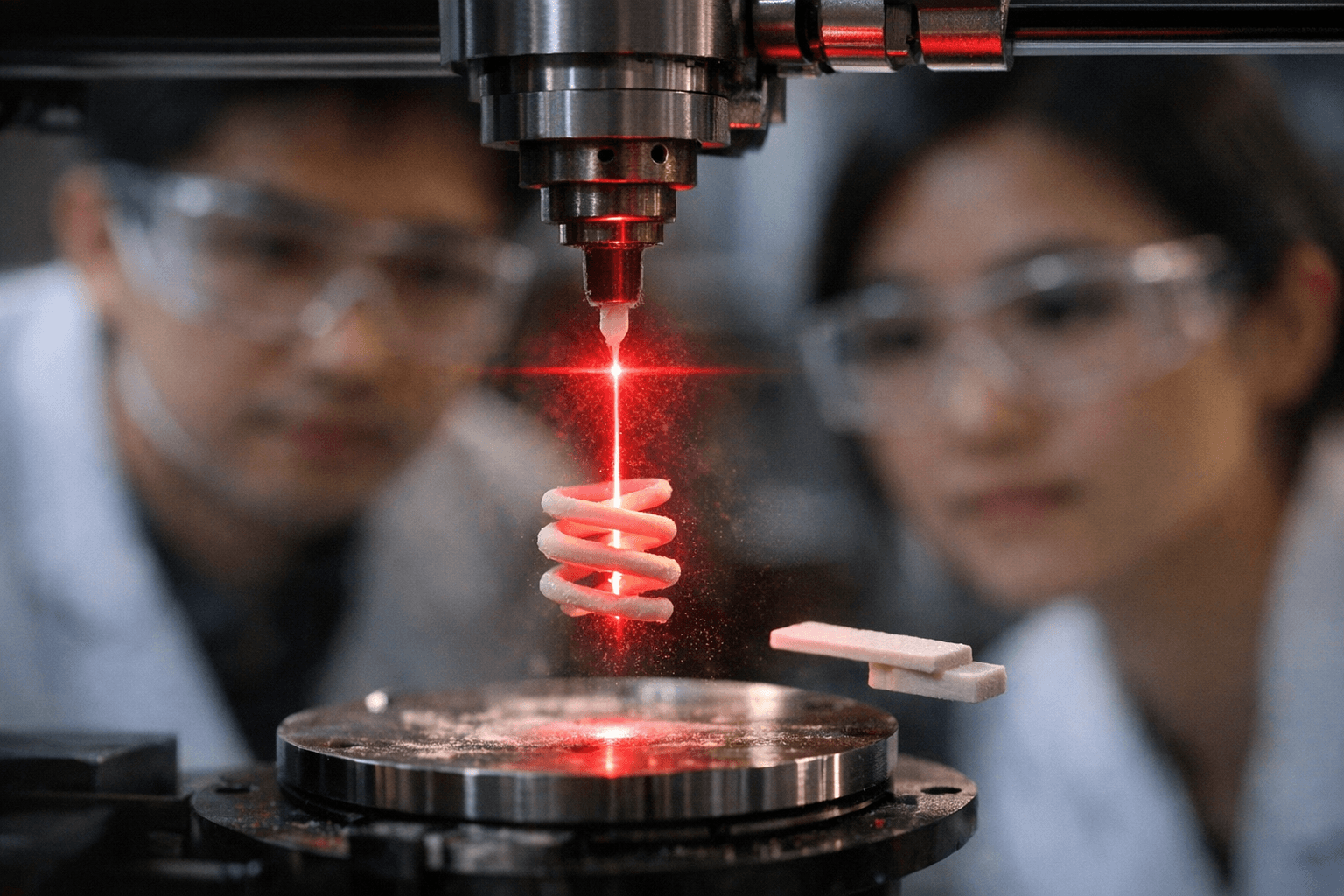
Led by Professor Ren Liu, the researchers developed a technique that permits the construction of complex shapes never before possible with traditional 3D printing. The method combines direct ink writing with near-infrared induced up-conversion particles-assisted photopolymerization, enabling unsupported printing of multi-scale and large-span ceramic structures. The process is called NIR-DIW, and it works by embedding up-conversion particles into an alumina-based ceramic slurry. When a near-infrared light source irradiates the freshly extruded filament, those particles convert the NIR energy at the nanoscale to trigger photopolymerization right at the point of extrusion. The filament stiffens almost instantly, holding its shape mid-air with no scaffold below it.
The technology enables in-situ curing of multi-scale filaments with diameters ranging from 410 µm to 3.50 mm. Ceramic structures including a torsion spring, three-dimensional bending forms, and a cantilever beam were successfully constructed through unsupported printing. The team, whose authors include Yongqin Zhao, Junzhe Zhu, Wangyan He, Yu Liu, and Xinxin Sang alongside Professor Ren Liu, also printed flat-bridge structures, overhanging hexagonal prisms, and pulleys, all without support material.
By adjusting irradiation intensity and printing speed, the ceramic slurry is cured in-situ during extrusion. The increasing strength and self-supporting ability of the extruded filaments improves manufacturing precision. The paper puts the geometry claim directly: the flexibility of 3D printing "extends to the X-Y-Z space, making it easier to print low-angle or even horizontal overhangs without sagging or tilting defects." That means true 0-degree overhangs, fully horizontal, no drooping.
In 3D ceramic printing, the need for additional supports can increase processing time and introduce defects during post-processing removal. The NIR-DIW approach merges direct ink writing and up-conversion particles-assisted photopolymerization under near-infrared irradiation for support-free printing with controlled curing rates, reducing material waste, printing time, and post-processing steps.
The team also demonstrated multi-material capability. Colored ceramic slurries were printed using iron red, chromium green, or 3% yttrium-stabilized zirconia added at 2.00 wt% relative to alumina, showing that functional gradient and composite structures are achievable within a single NIR-DIW print run.
NIR-DIW is firmly in the lab tier right now. You are not replicating this with a clay extruder and a flashlight. But the design implications are worth working through before the hardware ever hits the prosumer market. If support-free overhangs down to 0 degrees become a real constraint you can design without, geometries that are currently impractical in ceramic open up: internal channels that change direction, spring mechanisms in a single piece, complex lattice nodes with no flat surfaces to rest supports against.
For what you can actually run this weekend: ceramic-filled filaments paired with careful burnout schedules get you sintered alumina-style results from a desktop FDM printer, though you are still designing around overhang limits. Outsourced ceramic printing through services like Shapeways handles more complex geometry already, and submitting a well-oriented design with chamfered overhangs and self-supporting arches will get you further than brute-forcing supports. The principle NIR-DIW demonstrated, that the material itself can be made to hold its shape at the moment of deposition rather than relying on scaffolding printed underneath it, is the same principle worth applying to your workflow right now, even if the photopolymerization hardware is still years from your bench.
This article was produced by Prism’s automated news system from verified source data, official records, and press releases, then run through automated quality and moderation checks before publishing. The system is built and supervised by the people who set the standards it runs under. Read our full AI policy.
Did this article answer your question?